This blog post was co-authored by Jakob Björklund, Solution Architect IFS Nordics, and Mats Johansson, Program Manager CPIM IFS R&D.
A modern enterprise resource planning (ERP) system such as IFS Applications supports a wide range of planning methods. Sometimes it is not obvious which of the available methods will generate the best results.
Since our original version of this blog post back in 2017, a couple of new planning options have been added. With this updated version of the blog we now cover the most common options available in IFS Applications 10 along with a recommendation of when they should be applied.
Planning Method #1) Sales & Operations Planning
Sales and operations planning (S&OP) is a process that aims at balancing supply and demand on an aggregate level. Sales, supply and inventories are planned by product family for a horizon of 12-18 months.
The plans can be used to calculate various resource requirements such as bottleneck production capacity, supplier capacity or storage space requirements. Various scenarios can be analyzed to view the potential impact of a new contract, an investment, outsourcing etc.
S&OP is a monthly process that serves to align the company across departmental borders and create one common and agreed plan. It helps your company strike a balance between supply and demand over time. By doing this the costly symptoms if imbalances such as overstocks, shortages and rush orders are avoided.
The solution offered in IFS Applications supports both make-to-stock planning, where a projected inventory is carried forward between periods, and make-to-order, which operates with an order backlog.

Planning Method #2) Master Schedule & Materials Requirement Planning
Master Schedule (MS), plans items using forecasts and actual demand, calculates projected inventory and generates supply proposals. Safety stock policies and lot sizing rules are considered as well. The result is a time-phased supply proposal called the Master Production Schedule (MPS).
The Material Requirements Planning (MRP) will use the MPS together with the bill of material (BOM) to create a time-phased supply plan for semi-finished goods and component requirements. Various lot-sizing options such as time coverage, least unit cost or lot-for-lot are available. The MRP calculation can be done for a certain part, across a single site, multiple sites or a project. MRP is usually performed once per day.
MS and MRP originated in the 1960s and today they are the most commonly used planning methods in the manufacturing industry. The solutions have gradually evolved. The latest additions in IFS Applications are time-phased safety stocks, which are manually entered or automatically calculated for each forecast period based on a target service level or a time coverage. Time phased safety stocks allow you to dynamically adapt inventory levels to demand The result is higher availability at a lower cost compared to what can be achieved with static safety stocks.
In addition to this also a new capability to support a combination of dependent and independent demand. This allows the MPS to generate supply proposals using the sum of a forecast for independent demand and dependent demand from downstream levels generated by MRP. This capability is required to plan spare parts that are also components, as well as planning kits that include parts that are also sold outside of the kit.
The main benefit with this type of planning is a reliable supply plan that stretches throughout the forecast horizon. This plan is often used to share supply forecasts with suppliers as well as to calculate future capacity requirements. A couple of drawbacks related for MRP include:
- Forecasting: It needs the ability to forecast at least as long into the future as the accumulated lead-time. This sometimes makes it less useful for to-order planning, where item level forecasts are not available.
- BOM: The bill of material needs to be defined. This might not always be the case when dealing with short product lifecycles or configured products.
- Overly precise: MRP is precise, thus it may become nervous and generate massive amounts of change messages at lower levels.
MS/MRP a still the best option in a fairly stable, forecast-driven, make-to-stock (MTS) environment. MRP can also be a good option for some make-to-order (MTO) scenarios when, for example, a batch of product is made once an order is taken.

Planning Method #3) Demand Driven MRP
Demand Driven MRP (DDMRP) is a new concept that was introduced in IFS Applications 10 (2018). DDMRP means that strategic stock buffers are introduced along the bill of material. The buffers are positioned to cut lead-times, to provide availability to consumers and to protect upstream resources from demand volatility.
DDMRP helps companies deal with today’s challenges caused by low forecast accuracy, high number of finished goods variants and long supply lead-times. It is a simple, visual solution to complex challenges.
IFS’s DDMRP solution has been evaluated and is compliant with the requirements from the Demand Driven Institute. It is an embedded part of the MRP in IFS Applications 10. It means that you can introduce the solution gradually and study the effects without any upfront investment or complicated integrations.
If you think DDMRP sounds interesting, please have a look at a couple of earlier blog posts that go more into detail about DDMRP:
Planning Method #4) Make-to-Order Planning
Make-to-order (MTO) planning is the planning of products made to order, representing a different set of requirements compared to forecast-driven planning.
It becomes important to be able to link supply with demand through multiple levels of the structure. Reasons primarily being to support up and downstream change management and to make sure that materials are supplied to the appropriate source of demand once finished.
Keeping track of related demand for a supply order is called pegging. In comparison to MRP concepts, MTO planning also requires a higher level of flexibility. MTO often involves configurable products with a dynamic BOM. To emphasize this need for flexibility, the IFS planning module for MTO is called Dynamic Order Processing (DOP).
 Planning Method #5) Reorder Point Planning
Planning Method #5) Reorder Point Planning
Reorder point (ROP) planning, which in its simplest form, just means that once the inventory goes below a pre-defined level a replenishment order is triggered.
Some fairly advanced concepts are available to calculate the ROP, safety stock and replenishment quantity to meet, for example, service level targets. Also, ROP-based planning can benefit from a demand forecast to allow the reorder point to fluctuate in line with trends and seasonality.
In contrast to MRP, ROP planning works independently of other parts. This may be problematic when the demand for a part is mainly the result of the demand for other parts. On the other hand, it is a robust and reliable planning method that works well in trade, for spare parts and consumables.
Planning Method #6) Kanban
Kanban is a pull system where downstream demand triggers supply actions. A Kanban circuit is defined by the use of standard containers and attached cards. Once the downstream point of consumption has emptied the container, it is moved back to the source of supply for replenishment.
Using the pull principle will by nature, minimize WIP and excess inventory. Since each unique stream of material (supply point, part number and point of consumption) needs to be defined individually, Kanban works best in repetitive environments where, for example, one work center feeds another.

Which method should be used?
From a high level, the decision about which planning method to use depends mainly on how manufacturing is triggered (make-to-order, make-to-stock, etc.) as well as the nature of the supply process. Below we have identified and explained six different supply processes:
- Project: Typically complex manufacturing of one-offs that are usually engineered-to-order (ETO)
- Jobbing: Production in the functionally-oriented layout in small volumes often to customer specification
- Batch: Production of standard parts in lots
- Repetitive: Rate-based manufacturing of standard products
- Trade: Distribution of products through a supply network with volumes ranging from very high to low
- Spare parts: Distribution of parts with usually low and unpredictable demand
Recommendations based on situation
The table below is our recommendation for which of the available planning strategies to consider in different situations.
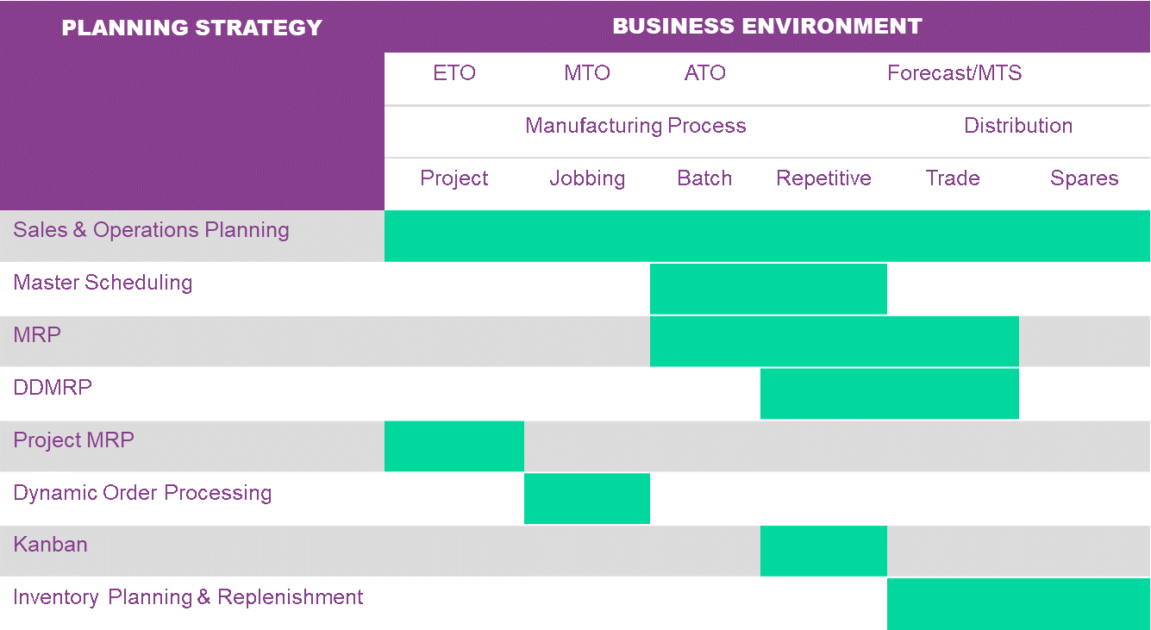
Points to consider:
- IFS’s MRP can operate from a single part to create supply for a new order, by site and by planning network, which includes multiple sites. The planning network makes it possible to coordinate planning between, for example, one site feeding components to the assembly site.
- While MRP will also work in make-to-order and repetitive scenarios, the more specific functionality offered by DOP and Kanban often gain better results.
- DDMRP buffers works best when demand is fairly stable and predictable. This is often the case also for common components in make-to-order environments.
- ROP- based planning is also often used to create buffers in environments with primarily dependent demand. The reason might be to cut lead times for critical materials or to absorb demand variation.
- High volume distribution scenarios with a limited number of items will benefit from MS. Flows with high demand variation and a high number of parts are better-planned using reorder points.
Should you consider combining methods?
Most companies will have to look at a combination of these methods. At IFS, we call this mixed-mode planning and it occurs in two shapes:
- Some products are made to stock and other products are made to order.
- The position of the order decoupling point: To reduce lead-times and delay the commitment to produce the final specification, it is common to use demand-decoupling points. This is simply an inventory buffer from which the order fulfillment process starts once the order is present. Different planning strategies apply both up and downstream from the decoupling point
The vast majority of manufacturing companies would benefit from mixed-mode planning. How planning methods can be combined in a mixed-mode environment will be covered in future articles.
Hopefully, you have found this brief overview of various planning methods (and when they should be considered) useful. For more information on planning, you may be interested in the following resources:
IFS Applications for Demand Planning | Brochure
IFS Inventory Planning and Replenishment | Executive Summary
Minimize waste through continuous improvement with IFS Kanban | Executive Summary
Do you have questions or comments about planning methods?
We’d love to hear them so please leave us a message below.
sabi andreotti
Excellent article Jakob. Looking forward to the next one
Delcia
The way you explain things is fascinating. Just want learn more and more
https://www.edenfantasys.com/dildos/
Evaluate these by collecting historical information on similar work experiences, detailing the actual time, materials and failures encountered. Where risks are significant, you should conduct a failure mode effect analysis method (FMEA) and ensure that controls are put in place to eliminate or minimize them. This method allows you to study and determine ways to diminish potential problems within your business operations. This type of analysis is more common in manufacturing and assembly businesses.
Mark Ross
We have been using IFS for our ordering of parts for years. We have used Planning Method A, but would like to use Reorder Point Planning with Safety Stock, Order Points and Lot Sizes.
What Planning Method should we use in IFS?
lexmark printer support
You have brought up a very wonderful points , regards for the post.
material requirements planning
Nice, excellent information while am seeing your blog am excited to see your material requirements planning
Thank you so much
Valentina Smelova
Does IFS have Simulation mode to run MRP and MS, that wont record right away proposed changes to the Database?
Tharaka Karunarathna
Nice overview with practical touch
MWS
This is a really great read, i’ll have to look at the IFS solution for our Business
Chirs Morris
Planning plays a crucial role in business management. This blog throws light on various planning methods that can help manufacturers benefit in some amazing ways. This is a good read, Jakob!
Masood Hassan
Jacob, thanks for the article some great information. What method would you use for an MRO where some of the work is unknown and is only found at the time of conducting the maintenance?
Regards
Masood
Shayur Maharaj
Great piece with so many insightful points. I am still curios what planning method should we use in IFS?