Over the years there have been many paradigms that claim to optimize production and save the world—bottleneck, forward and backward, finite and infinite scheduling models, DDMRP, Kanban—and almost all failed in some way to deliver manufacturing nirvana.
One such stratagem was the Theory of Constraints (TOC). But could a fresh approach to TOC, combined with emerging technology, hold the key to making smart factories work?
The theory of constraints
I was recently at one of our customer’s sites, watching products flow down a long packing line and seeing the unpacked product buffering in an area to ensure a smooth flow to the packers. As I watched, I was reminded of Eliyahu Goldratt’s book ‘The Goal’, where Goldratt expounds his theory that within any factory there are constraints or bottlenecks which, if not managed, will disrupt the system and increase time or expand work in progress.
 In his book he explains the theory using the unusual analogy of tying a group of boy scouts together with a rope to ensure that the troop stay in formation while out on a hike. The crucial point to the stratagem is that the slowest walker is not put at the front, but rather is optimized and used to control the troop’s speed. This is very similar to a factory situation where the constraint is rarely at the end of the line. There are many articles describing TOC, so I won’t expand too much more here.
In his book he explains the theory using the unusual analogy of tying a group of boy scouts together with a rope to ensure that the troop stay in formation while out on a hike. The crucial point to the stratagem is that the slowest walker is not put at the front, but rather is optimized and used to control the troop’s speed. This is very similar to a factory situation where the constraint is rarely at the end of the line. There are many articles describing TOC, so I won’t expand too much more here.
The main difficulty in applying TOC is that there are multiple constraints in a factory and the constraints are complex, difficult to solve and constantly move and change. In process manufacturing, implementing any form of TOC is further complicated by the fact that constraints are not just from machines—variation in raw materials and yields, seasonality changes and human resources can all constrain production.
Underestimating the problem
I believe the main reason for the failure of most modern factory optimization strategies is that they all underestimate the problem. Factories are complex, integrated systems, with multiple cause and effect scenarios playing out all day, every day and in real-time. Instigating a one-size-fits-all strategy will never deliver a smart factory. Automation, robots and collaborative robots (cobots) combined with proven scheduling methodologies can provide an acceptable solution, but they will not mitigate against all the disruptions that inevitably lead to constraints on the system.
These disruptions take many forms:
- Labor availability – sickness, ad hoc periods of absence, meetings, training and holidays
- Skill availability – balancing the need for the same skills in parallel operations like setups and changeovers
- Material availability – delivery failure or quality issues
- Yield – favorably or adversely affecting the production cycle time
- Breakdowns – even with the best maintenance solutions, unplanned breakdowns will occur
- Product complexity – simply put, some products are easier to make than others
- Climate – temperature and humidity can adversely affect production quality
- Demand stability – changes in demand from customers is particularly relevant to fresh produce producers
The list of potential disrupters is long, and even the smallest disruption can cause a major constraint in the system and reduce efficiency. To illustrate this point we can take a relatively simple example, our highways. When the highway gets crowded, a single vehicle unduly breaking or changing lane—the disruption to the system—will cause a traffic wave that will affect drivers miles away.
Interestingly, when challenged with this problem, highway agencies created the Smart Highway to introduce slower speeds and open the shoulder to traffic when the system reaches its critical congestion point—effectively resolving the constraint before it happens. This solution keeps the traffic moving and avoids the stop/start bottlenecks. In a recent survey, journey reliability had improved by 22 percent.
SO, what’s the solution for manufacturers?
Many operations managers believe that keeping high Overall Equipment Effectiveness (OEE) is the solution to having an efficient factory. Unfortunately, in many companies the original calculation of OEE, (Availability)*(Performance)*(Quality), has been diluted to a simple (Standard time to produce) / (Actual time to produce) which, while a useful metric, does not necessarily lead toward a smart factory and is usually line- or machine-specific. It also takes no account of customer service or inventory holding costs.
OEE is more about running everything fast, which is not the same as running them smart.
The smart factory of the future will need to perform as one cohesive live system and not as a series of individual production lines. That is where TOC comes in, as it is based on identifying constraints, fixing them, then moving to the next constraint. The current problem with TOC is that it is not dynamic, does not consider the entire system and waits for the constraint to appear before solving it.
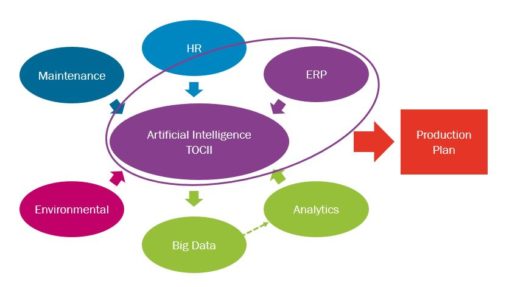
So, what if we take a similar approach to the highway model, but introduce artificial intelligence (AI) to predict disruption to production before it occurs and mitigate it? Sound farfetched? In fact, almost all the disruptions listed above that cause system constraints are predictable and systems are already in place to manage them, such as HR, preventative maintenance and ERP. The problem is that they are now only loosely coupled and not all in real-time.
To achieve the smart factory, an umbrella system or component of the ERP system will be needed to consider all possible constraining inputs from these various systems. It will need to decide which ones will disrupt and constrain the system, then resolve them and re-plan before they occur. The good news is that with smarter automated technology hitting the factory floor and more sophisticated AI being developed to predict, identify and prevent constraints, a new model for the smart factory is becoming a reality.
Perhaps we could call it TOCII?
If you enjoyed this blog, then please look out for others from the team in IFSBlogs
I welcome comments on this or any other topic concerning process manufacturing.
Connect, discuss, and explore using any of the following means:
Twitter: @ElkinsColin
Email: elkins@ifsworld.com
Blog: http://blog.ifs.com/author/colin-elkins
LinkedIn: https://www.linkedin.com/in/colinelkins
Do you have questions or comments?
We’d love to hear them so please leave us a message below.
Hitendra Singh Rathore
Awesome article, Now i actually understood that what TOC is about.
OEE Software
Thanks for sharing such an informative article!! Especially the section about Overall Equipment Effectiveness. OEE is not a bad metric, but one should know how to use it. One must use an effective OEE Tracking Software for their manufacturing plant. Please also share your opinion. Thanks!!
Nagesh Tarte
Very informative on Theory of Constraints reborn, here to mention, to achieve the smart factory, an umbrella system is required to consider all possible constraining inputs from the system. It will decide which one will be going to disrupt and constrain the system, then resolve them and re-plan before they occur.